
| 일 | 월 | 화 | 수 | 목 | 금 | 토 |
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |
| 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 21 | 22 | 23 | 24 | 25 | 26 | 27 |
| 28 | 29 | 30 |
- 금형기술사121회
- 무신경절
- 금형기술사기출
- FCC
- 금형기술사
- 오스테나이트
- 열처리
- 실버스트리크
- 펄라이트
- 변실금
- 은줄
- 선천성 거대결장 수술
- 뜨임
- 제팅
- 사출금형설계기사
- NICU
- 사출금형
- 발진
- 연속냉각
- 플로우마크
- 사출금형불량
- BCC
- 금형불량
- 숏샷
- 페라이트
- 오버팩
- 프레스금형
- 선천성 거대결장
- 항온냉각
- 크레이징
- Today
- Total
아직은 어설픈 기록의 공간
금형기술사 기출 및 간단 답안(118회) 본문
개인적으로 공부하기 위해 간단히 써본 간단 답안입니다.
기술사의 답안 작성은 아래와 같이 단답으로 하지 않고, 작성 내용이 정답이 아닐수 있는 점 주의 부탁드립니다.
자료를 찾지 못하는 내용은 공란으로 두었습니다. 혹시 자료를 찾게 되면 추가하겠습니다.
1교시
1. 래핑작업에 있어서 습식법과 건식법을 비교하여 설명하시오.
- 래핑 : 금형재료와 랩 사이에 랩제를 넣고 상대운동하여 경면을 얻는 가공법
- 습식법 : 랩과 재료사이에 래핑유를 공급하여 래핑작업하는 방법. 건식법에 비해 다듬질면이 매끈하지 못함
- 건식법 : 랩에 파묻힌 랩제만을 이용하여 래핑작업하는 방법. 광택있는 경면 다듬질면을 얻을 수 있음
- 래핑 순서 : 습십법 -> 건식법
2. 로크웰 경도시험에서 C 스케일 시험법을 설명하시오.
- 로크웰 경도 측정법 : 강구나 다이아몬드를 이용하여 초기하중을 가하고, 본하중, 다시 초기하중순으로 가함. 본하중에 눌린 깊이와 최종 초기하중상의 눌린 깊이차를 이용하여 경도를 측정하는 방법
- 로크웰 경도 측정 특징 : 측정시간이 짧다. 숙련도가 요구되지 않는다. 측정기기가 작고 간편하게 측정 가능하다.
- 로크웰C스케일 : 압입자를 다이아본드 원뿔로 하는 측정법. 꼭지각 120도, 선단의 반지름 0.2mm
3. 프레스금형 전단가공 시어각에 대하여 블랭킹과 피어싱 가공으로 구분하여 설치 위치를 설명하시오.
- 블랭킹 : 소재를 펀치로 전단하여 가공된 부분을 사용
- 피어싱 : 소재에 펀치의 형상으로 가공하여, 기존 소재 부분을 사용
- 전단각 : 전단가공시 발생하는 전단압력을 국부적으로 집중시켜 전단가공력을 줄이는 방법.
-블랭킹에서의 전단각 : 다이에 전단각
-피어싱에서의 전단각 : 펀치에 전단각
4. 금형부품을 표준화하여 사용하는 목적과 효과를 설명하시오.
- 재고 관리 용이, 수리 및 교체 용이, 대량 생산에 대하여 원가 절감가능 등
5. 사출금형에서 냉각수라인 설계 시 유의사항 5가지를 설명하시오.
- 균일하고 빠르게 냉각 될 수 있도록 설치하는게 바람직
- 균일하게 냉각이 되는가?
- 냉각시간내에 제품이 충분히 냉각될 수 있는가?
- 냉각라인의 유동 거리가 너무 길지 않은가?
- 냉각라인의 불균일로 제품의 휨이나 변형이 발생하지 않는가?
- Runner, Gate의 냉각라인은 충분한가?
6. 와이어 컷 가공에서 가공액의 역할에 대하여 설명하시오.
- 냉각
- 방전칩 제거
- 절연
- 녹 방지
7. 사출금형에 사용되는 코어, 캐비티 재질의 종류 3가지를 설명하시오.
- 열처리강 : STD61 등
- 프리하든강 : TP4, TP4M, TP4MHH 등
- 고열전도 소재 : HR750, MOLDMAX 등
-경면가능 소재 : NAK80등
8. 다이캐스팅의 성형 결함 중 제품치수에 영향을 미치는 항목에 대하여 설명하시오.
-
9. 다이얼게이지의 용도와 특징에 대하여 설명하시오.
- 다이얼게이지 : 측정물의 길이를 직접 측정하는 것이 아니라 길이를 비교하기 위한 측정기
- 평면의 요철(凹凸), 공작물 부착 상태, 축 중심의 흔들림, 직각의 흔들림 등을 검사하는 데 사용
10. 연삭기에서 연삭깊이를 결정하는 요소를 설명하시오.
-
11. 프로그레시브 벤딩공정에서 크랙을 방지하기 위한 압연방향에 대하여 설명하시오.
-
12. 프레스 기계의 다이 하이트(Die Height)에 대하여 설명하시오.
- 다이하이트 : (크랭크 축 하사점 + Slide Adjustment 최대로 높인상태)에서 램~볼스터까지의 높이 = 최대 금형두께
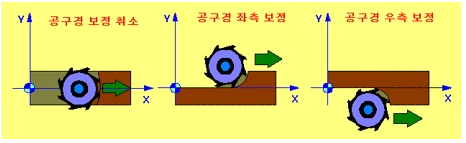
13. 머시닝센터 외측가공과 내측가공에서 공구경보정(G40, G41, G42)코드에 대하여 설명 하시오.
- 공구 지름 보정 : 공구의 반경만큼 발생하는 편차를 보정하는 기능, 공구경 좌측 보정, 공구경 우측 보정
- G40 : 공구경 보정 취소
- G41 : 공구경 좌측 보정(하향 절삭) / 공작물을 기준하여 공구 진행 방향으로 보았을 때 공구가 공작물에 좌측에 있다.
- G42 : 공구경 우측 보정(상향 절삭) / 공작물을 기준하여 공구 진행 방향으로 보았을 때 공구가 공작물에 우측에 있다.
2교시
1. 사출금형의 유동기구에서 게이트의 역할을 설명하고 서브머린(터널)게이트를 유형별로 그리고 설명하시오.
- 게이트 : 런너~제품의 연결통로 역할
- 제한 게이트 : 게이트를 통과하면서 Shear heating 발생 → 유동성↑ → 충진 용이
- 서브마린게이트(코끼리, 바나나 게이트) : 제품 평면부에 바나나 모양으로 게이트를 설치
- 터널게이트 : 제품하측에 있는 리브나, 혹은 의도적으로 설치한 리브에 사선으로 게이트를 설치
- 서브마린, 터널게이트 장점 : 제품 취출 시 게이트와 제품이 자동으로 커팅됨
- 서브마린, 터널게이트 단점 : 게이트 설치조건이 다른 게이트보다 제한적, 제품외관면의 바닥에 설치하는 경우 Gate 주변에 외관 불량 발생 가능
2. 사출금형에서 에어벤트의 설치방법에 대하여 설명하시오.
- 밀핀홀에 의한 에어벤트
- 에어벤트 코어를 설치
- 파팅면에 에어벤트 형상 가공
- 인서트 분할라인에서 에어벤트 가공
3. 프로그레시브 금형 설계에서 재료이용률을 고려한 캐리어의 종류와 특징에 대하여 설명하시오.
- 센터캐리어 : 제품 주변에 예비 트림가능. 스트립 중앙부분이 캐리어가됨. 캐리어가 좁으면 이송시 비틀림이나, 변형 발생가능
- 사이드캐리어 : 제품의 양쪽, 혹은 한쪽에 캐리어가 존재. 한쪽에만 캐리어가 있는 경우 반대쪽면에 벤딩가공이 가능하나, 스트립 이송시 쉽게 균형을 잃을 수 있음.
- 솔리드캐리어 : 제품이 마지막에 블랭킹되어 가공 완료. 스트립 이송시 변형이 적고 안정성이 있으나, 재료 이용률이 낮은편
4. 벤딩가공에서 스프링백의 방지 및 해결방법에 대하여 설명하시오.
- 스프링백 : 벤딩이후 원래의 소재 상태로 굽힘 부분이 돌아가는 현상
- Bottoming : 펀치 하면에 돌기 형상으로 가압
- 과굽힘(Over Bending) : 스프링백 예상값만큼 펀치를 더 작은 각도로 설계
- 소재를 가공전 어닐링
- Stretch Bending : 소재를 인장 시키면서 굽힘
5. 절삭가공의 가공오차에 영향을 주는 원인 및 대책을 설명하시오.
- 가공기의 떨림
- 가공기의 작동부 마모
- 가공 공구의 마모
- 가공 공구 세팅의 문제
- 재료의 Setting 불량
- 가공기 내외부의 온도
6. 금형부품 표면처리에서 DLC(Diamond Like Carbon) 코팅의 특징과 적용사례를 설명 하시오.
- DLC : 다이아몬드의 높은 경도와 흑연의 높은 윤활성을 가지는 표면처리 기법
- 저마찰 계수(0.1~0.2)
- 처리온도 낮음(150~400℃)
- 화학적 안정성
- 내마모성 우수
- 초평활성(박막 치수 정밀도 향상)
- 절연성 우수
3교시
1. 전단가공에서 일반블랭킹과 파인블랭킹에 대하여 설명하시오.
- 파인블랭킹 : 전단가공에서 전단면의 비율을 극한으로 올려 전단면이 매우 깨끗한 면을 만들기 위함
2. 사출금형에서 내측언더컷 처리방법을 설명하시오.
- 경사코어를 이용한 언더컷 해제
3. 사출성형 시 치수오차 발생요인을 수지, 금형, 성형기(성형조건)관점에서 설명하시오.
- 수지 : 수지내에 이물질 유입, 수지의 첨가물 함량 변화
- 금형 : 냉각라인의 불균일,
- 사출기 : 냉각수의 온도 편차 발생, 스크류의 Check Ring 마모에 따른 보압 조절 불가
4. 절삭가공에서 엔드밀 공구의 수명 향상방안에 대하여 설명하시오.
- 피가공재에 맞는 엔드밀 공구 재질 선정
- 엔드밀 공구에 표면 코팅
- 황삭, 중삭, 정삭등 절삭량에 맞는 공구 선정 필요
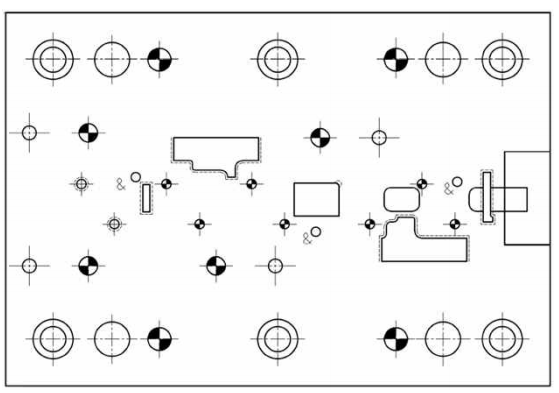
5. 다음 그림과 같은 다이플레이트를 제작하려고 한다. 각각의 가공 공정순서를 설명하시오.
(단, 재질: STD11, 열처리경도: HRC58, 다이치수: 120mm × 220mm × 21mm)
-
6. 단조가공에서 업셋단조(upset forging), 냉간단조(cold forging), 온간단조(warm forging)에 대하여 설명하시오.
- 단조 : 금속재료를 해머등으로 가압하여 원하는 형상을 얻는 가공 방법. 조직이 미세화되어 기공, 수축공을 없애고, 기계적 성질이 향상됨
- 단조 온도에 따라 냉간단조, 열간단조, 온간단조로 나뉨
- 업셋단조 : 소재의 일부를 노출시켜 노출된 부분을 축방향으로 가압하여 원하는 형상을 얻음(볼트의 헤드 형상을 가공할때 쓰임)
4교시
1. 사출금형에서 슬라이드코어가 밀핀과 충돌하여 파손되었다. 원인과 해결방안을 설명 하시오.
- 슬라이드 코어 아래에 밀핀이 설치된 경우 충돌 가능
- 사출기에 슬라이드 코어 후퇴 신호 전달 이후 밀핀 작동하도록 리미트 스위치 등 설치
2. 사출성형 보압해석에 대하여 설명하시오.
- 보압해석 : 형체력, 보압예측, 압력분포, 용융수지온도, 수축예측등
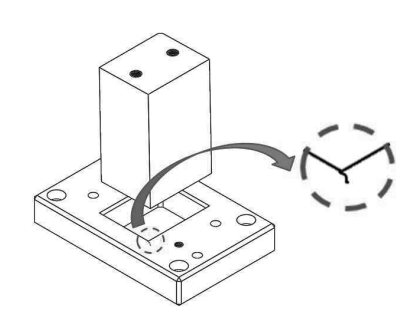
3. 다음 그림과 같이 다이플레이트의 모서리부의 파손 및 균열이 발생할 때 수리 방안을 설명하시오.
-
4. 드로잉 가공 시 성형해석 정보를 적용하여 금형 제작한 사례를 설명하시오.
-
5. 방전가공(EDM)과 와이어 컷(WEDM)가공을 전극, 가공정도, 안전 측면에서 설명 하시오.
-
6. 금속 3D프린팅의 장·단점 및 금형제작에 적용 사례를 설명하시오.
- CNC 가공 장점 : 조형 정밀도가 매우 높음. 조형 속도가 빠름. 표면 조도 우수
- CNC 가공 단점 : 재료가 제한적. 재료의 낭비가 심함. 공구가 닿지 않는 부분은 가공 불가
- 금속 3D 프린팅 장점 : 거의 모든 형태를 조형할 수 있다. 이론 상 사용 가능한 재료의 제한이 없음. (현재는 다소 제한적) 재료의 낭비가 거의 없음.
- 금속 3D 프린팅 단점 : 조형 정밀도가 낮음. 조형 속도가 느림.
'금형 > 금형기술사기출문제' 카테고리의 다른 글
| 금형기술사 120회, 121회 영역별 기출 분석 (0) | 2020.08.04 |
|---|---|
| 금형기술사 기출 및 간단 답안(120회) (2) | 2020.08.03 |
| 금형기술사 기출 및 간단 답안(121회) (0) | 2020.08.02 |


