| 일 | 월 | 화 | 수 | 목 | 금 | 토 |
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | ||
| 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 13 | 14 | 15 | 16 | 17 | 18 | 19 |
| 20 | 21 | 22 | 23 | 24 | 25 | 26 |
| 27 | 28 | 29 | 30 | 31 |
- 펄라이트
- 연속냉각
- 금형불량
- 사출금형불량
- 발진
- 선천성 거대결장 수술
- 금형기술사기출
- 크레이징
- 금형기술사
- 금형기술사121회
- 페라이트
- 사출금형설계기사
- 오스테나이트
- 사출금형
- 변실금
- 플로우마크
- 선천성 거대결장
- 항온냉각
- 열처리
- 오버팩
- 뜨임
- 은줄
- 숏샷
- 제팅
- NICU
- FCC
- 프레스금형
- 무신경절
- BCC
- 실버스트리크
- Today
- Total
아직은 어설픈 기록의 공간
[사출금형]배향에 관하여(고분자의 배향) 본문
앞선 분수유동에 관한 내용이 궁금하시다면 아래의 포스팅을 참고하시면 됩니다.
2017/12/20 - [금형설계/사출금형] - [사출금형]수지의 유동 특성(분수 유동)
배향(Molecular Orientation) 이라는 것은 고분자의 긴 사슬 모양의 구조가 수지의 흐름 방향으로 늘어서면서 생기는,
일종의 고분자의 배열이라고 볼 수 있다.
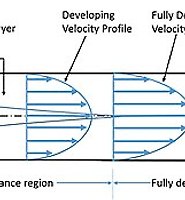
수지가 cavity 내부에서 유동할 때 전단력이 많이 발생하는 cavity 면에서는 뚜렷한 배향층이 나타나고
중앙 부분은 별다른 유동 저항이 없기 때문에 배향이 없는 비배향층이나타난다.
이러한 현상으로 제품 외부는 배향층, 내부는 비배향층인 이중 구조를 가지게 된다.

배향의 영향으로 수지의 흐름방향으로는 강도가 높아지고, 흐름의 직교 뱡항으로는 강도가 낮아지게 된다.
장방향과 단방향 길이 차가 많이 나는 제품의 경우 강도차가 더 심하게 발생할 수 있으므로,
Gate 위치 설정에 주의를 기울여야한다.

또한 배향 방향으로 제품 수축이 더 크게 발생하게 되거나 혹은 내부 응력이 더 많이 남아있게 된다.
따라서 배향이 큰 수지나, 혹은 Gate 선정 시 고려하지 못해 내부 응력이 잘 발생하게 되는 제품은
어닐링 공정을 거쳐 내부응력 해소가 필요하다.
(형내에서는 제품이 수축하기 전까지 냉각하지 않고, 취출이 가능할 때 까지만 냉각을 하기 때문에
취출 이 후에도 추가 변형이나 내부응력은 존재하게 된다.)
수지에 강화 섬유를 추가함으로서 배향방향으로 수축이 억제 시키면서,
배향의 효과로 발생하는 강도의 차이나, 내부응력 등을 해소 시킬 수 있다.
*해당 포스팅은 완전히 전문적인 내용이 아니며, 필자가 공부를 하며 메모하는 식으로 쓴 글입니다.
*100% 학술자료에 바탕하여 작성하지 않았으며, 일부의 내용은 학설과 다를 수 있습니다.
*따라서 포스팅의 내용은 추가되거나 수정될 수 있습니다.
*언제든 잘못된 부분이 있으면 지적해주시면 감사하겠습니다.
'금형 > 사출금형' 카테고리의 다른 글
| [사출금형]사출기의 구조-1 (7) | 2017.12.26 |
|---|---|
| [사출금형]수지의 pvT 선도 (0) | 2017.12.24 |
| [사출금형]수지의 유동 특성(분수 유동) (0) | 2017.12.20 |
| [사출금형]PP 수지의 특성 (0) | 2017.12.19 |
| [사출금형]PC 수지의 특성 (0) | 2017.12.19 |